Алюминотермитная сварка трамвайных рельсов: технология и требования
Один из основных способов получить прочное соединение на месте работ – алюминотермитная сварка (АЛТС). Стандарт по технологии термитной сварки прямо распространяется и на трамвайные рельсы желобчатого типа и другие профили городского электротранспорта.
Что такое алюминотермитная сварка и в чем ее принцип
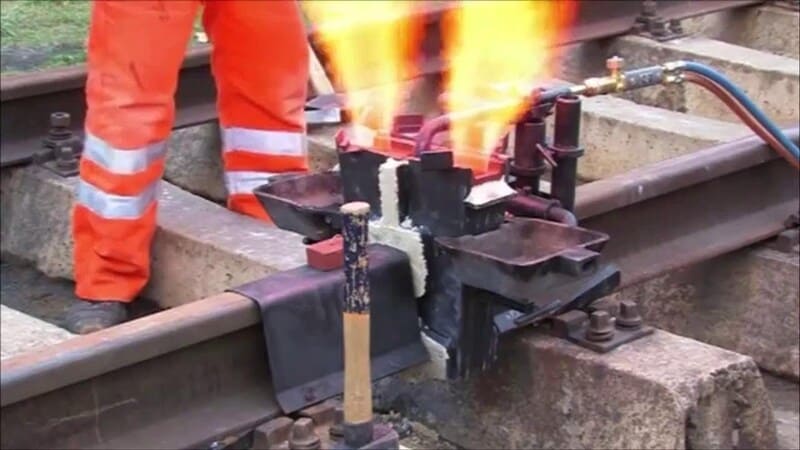
АЛТС представляет собой метод промежуточного литья. Технология основана на заполнении расчетного зазора между торцами рельсов расплавленной сталью, полученной в результате экзотермической реакции.
В специальном тигле происходит восстановление железа из его оксидов с помощью алюминия. Реакция сопровождается колоссальным выделением тепловой энергии (температуры достигают 2500 °C), благодаря чему получается перегретый жидкий металл. Расплав поступает в огнеупорную форму, установленную на стыке, плавит кромки рельсов и при остывании формирует монолитный шов, идентичный по свойствам основному металлу.
Сферы применения АЛТС в трамвайной инфраструктуре
Алюминотермитная сварка незаменима как при прокладке новых линий, так и при проведении планового или аварийного ремонта. Технология особенно эффективна в следующих случаях:
- Локальный ремонт на действующих путях. Мобильность оборудования позволяет проводить работы без привлечения громоздких сварочных машин. Актуально в условиях плотной городской застройки;
- Сложные участки пути. АЛТС подходит для сварки стрелочных переводов и кривых малого радиуса – зон, где использование альтернативных методов технически затруднено;
- Стыковка разнотипных профилей. Метод позволяет создавать надежные сопряжения на участках перехода между различными типами рельсов.
При качественно выполненном соединении уменьшаются ударные нагрузки на стыке, а, значит, снижаются шум и вибрации. Это не только бережет покой жителей, но и значительно продлевает ресурс ходовой части трамваев.
Технологический регламент АЛТС трамвайных рельсов: пошаговое руководство
Процесс алюминотермитной сварки требует ювелирной точности и строгого соблюдения температурно-временных режимов. Ниже приведены ключевые этапы технологии, которые обеспечивают долговечность пути.
1. Подготовка зоны стыка. Первым делом выполняется тщательная очистка рельсов. Согласно стандартам, поверхность очищается от мазута, ржавчины и грязи на расстоянии не менее 100-120 мм от каждого торца. Это критически важно для исключения попадания примесей в сварочную ванну.
2. Формирование сварочного зазора. Точность выставления зазора напрямую определяет прочность будущего шва:
- Стандартный зазор составляет 25 ± 1 мм;
- Ремонтный зазор допускается увеличить больше, но не должен превышать 70 ± 1 мм.
3. Юстировка и компенсация усадки. Рельсы выравниваются в вертикальной и горизонтальной плоскостях. Чтобы после остывания не получить просадку в месте шва, в технологии предусмотрен обратный изгиб: 2,0 ± 0,5 мм на базе 1000 мм.
4. Монтаж литейной формы и оснастки. На стык устанавливается разъемная огнеупорная форма. Она должна максимально плотно прилегать к профилю рельса (особенно желобчатого типа). Для герметизации используются специальные формовочные смеси и уплотнители, предотвращающие утечку расплава.
5. Предварительный термический подогрев. Этот этап необходим для подготовки структуры металла и предотвращения холодных трещин. Пример сочетания параметров:
- Температура подогрева до 1100-1200 °C (контролируется по цвету каления);
- Продолжительность от 3 до 9 минут;
- К моменту заливки температура в зазоре должна составлять 800-900 °C, чтобы обеспечить идеальную адгезию расплава;
- Время кристаллизации металла шва 3,5-7 минут (зависит от температуры воздуха).
6. Плавка и заливка. В тигле происходит экзотермическая реакция. Спустя 20-28 секунд после начала плавки расплавленная сталь автоматически выпускается в форму через литниковую систему. За счет высокой температуры происходит оплавление кромок рельса и формирование монолитного соединения.
7. Остывание, снятие формы и финишная обработка. После кристаллизации оснастку демонтируют и обрабатывают шов, удаляя излишки и шлифуя головку (для желобчатых рельсов дополнительно контролируют геометрию желоба). Здесь важен правильный режим охлаждения.
Влияние термических режимов на структуру и ресурс стыка
Технология АЛТС – это сложный металлургический процесс. По данным исследований, в зоне шва и термического влияния могут формироваться участки с разной твердостью:
- Перекал. На границе сплавления фиксируют рост твердости до 36-38 HRC, что связано с перегревом и изменением структуры. Это повышает риск хрупкого разрушения по границе;
- Просадка. При этом на поверхности катания возможны более мягкие участки, которые ускоряют износ и дают вмятины.
Для заказчика это означает одно: долговечность пути определяет не сам факт заливки металла, а соблюдение последовательности и профессионализм исполнения. Правильная выверка, защита от ветра и осадков во время остывания, а также корректная финишная шлифовка профиля – это то, что отличает надежный стык от временного решения.
Влияние погоды и температуры: что учитывать на объекте
Погодные условия напрямую определяют надежность алюминотермитного соединения. Игнорирование температурно-влажностного режима ведет к скрытым дефектам, которые проявятся уже в первый год эксплуатации.
Осадки и влажность
Попадание влаги в зону сварки или использование отсыревших расходных материалов – главная причина пористости шва. Согласно отраслевым стандартам, к хранению литейных компонентов предъявляются жесткие требования:
- Температурный режим. На складе должно быть не ниже 10 °C;
- Влажность воздуха. Оптимальный показатель – не выше 50%. В весенне-летний период допускается кратковременное повышение до 65%, при условии герметичности упаковки.
Любое отклонение от этих норм превращает термитную смесь в непригодный субстрат, неспособный обеспечить расчетную прочность стали.
Работа в условиях низких температур
В технологии есть понятие критической температуры – это температура воздуха, ниже которой сварочные работы запрещены. Конкретное значение этого порога фиксируется в разрешении на проведение работ, а любые отступления требуют обязательного согласования с контролирующими органами (службой приемки).
Отрицательные температуры могут способствовать формированию закалочных структур и развитию трещин, поэтому в холодный период особенно важно соблюдать регламент и применять меры по сохранению тепла.
Контроль качества. Как правильно принимать термитный стык
Чтобы стык работал долго, важно принимать работу не по внешнему виду, а по понятной процедуре:
Протокол проверки включает:
- Визуально-измерительный контроль (ВИК). Проверка геометрии профиля, плоскостности и отсутствия поверхностных дефектов (пор, подрезов);
- Неразрушающий контроль (НК). Обязательная процедура для выявления внутренних несплошностей в теле шва и зонах термического влияния;
- Документирование. Каждое соединение должно иметь паспорт или акт, подтверждающий успешное прохождение НК.
В России есть действует стандарт по методикам испытаний и контроля качества термитных сварных соединений рельсов – ГОСТ Р 57179-2016.
Требования по безопасности при АЛТС
Учитывая, что температура реакции превышает 2400 °C, безопасность на объекте приоритетна. Согласно нормативам, в момент заливки устанавливаются строгие дистанции:
- Руководитель работ – не ближе 1,5 м (для оперативного контроля);
- Персонал бригады – не ближе 3 м;
- Склад расходных материалов и газовых баллонов – не ближе 5 м от места активной фазы сварки.
Чек-лист заказчика. Что спросить у подрядчика до начала работ:
- Какие рельсы и профили на объекте (в т.ч. переходные), и есть ли под них формы и материалы;
- Как контролируются зазор 25 мм, выверка и обратный изгиб;
- Какие режимы подогрева применяются и чем контролируют температуру;
- Какие меры предусмотрены на случай осадков и холода и какое значение критической температуры принято;
- Какой объем финишной обработки выполняют (шлифовка профиля головки и желоба);
- Какие виды НК выполняют и как оформляют протоколы.
Почему для сварки трамвайных путей выбирают ООО “Технологии Ремонта Пути”
Многолетний опыт ООО “ТРП” подтвержден более чем 55 000 сваренных стыков, включая сложнейшие переходы между профилями Р-65 и Т-62. Мы гарантируем надежность соединений на протяжении 3 лет или 100 млн тонн пропущенного тоннажа, что подтверждается успешными проектами на трамвайных линиях по всей стране.
Оставьте заявку, чтобы получить оперативное коммерческое предложение. Мы подготовим расчет с учетом всех требований к приемке.