Сифонная заливка при термитной сварке рельсов: физика процесса, защита от дефектов и экономика бесстыкового пути
Именно в местах болтовых соединений рельсов происходят главные разрушения. Колеса подвижного состава раз за разом бьют по зазору, разбивая сам рельс, разрушая крепеж, деформируя балластную призму и выводя из строя дорогостоящие подшипники крановых тележек. Единственный способ навсегда избавиться от этих проблем — создать непрерывный бесстыковой путь.
Для сварки рельсов прямо на объекте инженеры всего мира используют алюминотермитный метод. Это автономная технология, которая не требует тяжелой путевой техники и подвода мощных линий электропередач. Однако качество сварного шва критически зависит от одного неочевидного нюанса — способа заливки расплавленного металла в литейную форму.
В этой статье мы подробно разберем, почему традиционная заливка сверху безнадежно устарела, как технология сифонной (нижней) заливки решает проблему внутренних дефектов шва, и почему именно этот метод стал золотым стандартом для ремонта трамвайных, крановых и подъездных путей.
Металлургия в полевых условиях: как работает термит
Алюминотермитная сварка — это, по сути, процесс прецизионного литья стали прямо на железнодорожном полотне. В основе технологии лежит экзотермическая реакция окислительно-восстановительного типа. Порошкообразный алюминий вступает в реакцию с оксидом железа.
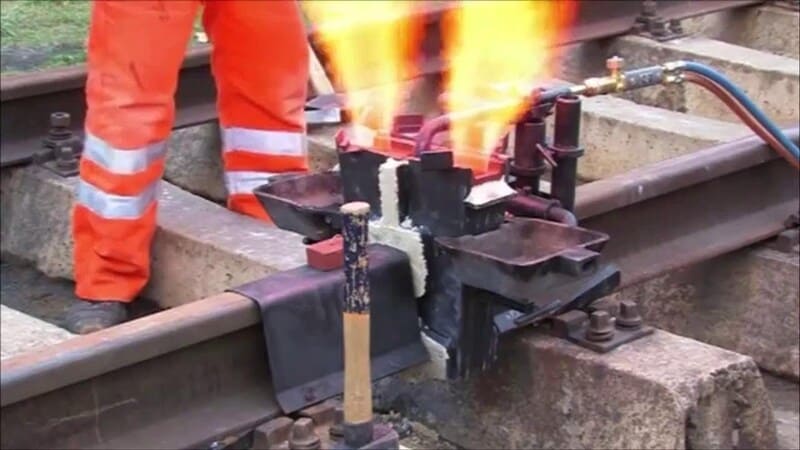
Смесь поджигают специальным запалом, и в течение 8–15 секунд внутри огнеупорного тигля бушует реакция с колоссальным выделением тепла (около 35 килоджоулей на килограмм смеси). Температура в эпицентре достигает 2500–3000 градусов Цельсия. В результате образуется абсолютно чистая жидкая сталь и шлак (оксид алюминия). Так как сталь в два раза тяжелее шлака, она опускается на дно тигля, а шлак всплывает наверх, образуя защитную корку.
Затем на дне тигля плавится специальная заглушка, и жидкий металл устремляется в огнеупорную форму, установленную вокруг зазора между рельсами. И именно здесь начинается самое важное: траектория движения металла определяет, будет ли шов монолитным или развалится после первой зимы.
Фатальные недостатки верхней заливки
Десятилетиями металл из тигля просто сливали сверху вниз, прямо на головку рельса, откуда он стекал к подошве. Этот метод до сих пор встречается, но он таит в себе серьезные инженерные и физические изъяны.
Когда тяжелая жидкая сталь с высоты падает в узкий рельсовый зазор, возникает сильнейшая турбулентность. Поток бьет по стенкам песчано-керамической формы и дну. Из-за этого возникают три критические проблемы:
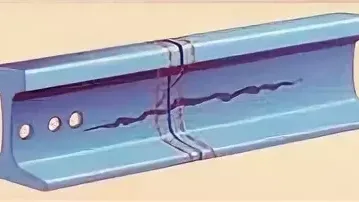
- Эрозия литейной формы. Кинетическая энергия падающей струи буквально вымывает частицы кварцевого песка со стенок формы. Этот песок не успевает всплыть, застревает в вязком металле и образует внутри шейки или подошвы рельса крупные стекловидные включения (алюмосиликаты). Под нагрузкой такой макродефект мгновенно превращается в трещину.
- Захват газов и шлака. Бурлящий поток затягивает в себя атмосферный воздух и остатки шлака. Внизу, у холодной подошвы рельса, металл остывает быстрее всего. Пузырьки газа и шлак оказываются заперты в стальной матрице, образуя поры и пустоты.
- Нарушение кристаллизации. Металл, падая на холодное дно, быстро отдает тепло. В результате внизу оказывается уже остывающий металл, а сверху — самый горячий. При переходе из жидкого состояния в твердое сталь дает усадку (уменьшается в объеме). Если верхний слой застынет раньше, чем внутренний, металлу будет неоткуда компенсировать усадку. Так в центре шва появляются усадочные раковины.
Физика сифонной заливки: ламинарный поток и поршневой эффект
Чтобы исключить человеческий фактор и законы гидродинамики, разрушающие шов, инженеры разработали технологию сифонной (нижней) заливки.
При этом методе используется литейная форма сложной архитектуры. Металл из тигля падает не в сам сварочный зазор, а в специальный обводной канал (стояк), расположенный сбоку. Жидкая сталь бьет в дно этого канала, гасит свою разрушительную кинетическую энергию, и уже оттуда, по закону сообщающихся сосудов, плавно поступает в сварочный зазор снизу, от подошвы рельса к его головке.
Такая механика кардинально меняет свойства сварного шва. Посмотрим на главные преимущества:
- Идеальная чистота шва. Плавно поднимающееся зеркало жидкого металла работает как поршень. Оно выдавливает перед собой весь атмосферный воздух, легкий шлак и возможные песчинки. Вся эта «грязь» выталкивается за пределы профиля рельса — в специальные технологические выпоры (прибыли), которые после остывания просто срезаются.
- Сохранность литейной формы. Поскольку прямой удар струи принимает на себя глухой стояк, рабочие поверхности формы, формирующие профиль рельса, остаются целыми. Риск попадания песка в металл сводится к математическому минимуму.
- Направленная кристаллизация. Это главный козырь сифонной заливки. Горячий металл непрерывно поступает снизу вверх, прогревая стенки рельса. В итоге к концу заливки самый горячий металл находится в головке рельса и в прибылях. Шов начинает застывать снизу. Пока подошва и шейка кристаллизуются и дают усадку, жидкий горячий металл из верхних прибылей опускается вниз и питает их, компенсируя потерю объема. Никаких скрытых пустот в центре рельса не образуется.
Благодаря сифонной технологии, термитный шов по своей плотности и усталостной прочности вплотную приближается к характеристикам монолитного рельса.
Как проходит процесс сварки на объекте
Технология алюминотермитной сварки с сифонной заливкой жестко регламентирована ГОСТ Р 57181-2016 и международными стандартами. Весь цикл занимает около 45–50 минут, что позволяет работать в короткие ночные «технологические окна» без остановки движения днем.
- Подготовка зазора. Стыки очищают от ржавчины и мазута. Концы рельсов обрезают строго перпендикулярно, чтобы получить идеальный зазор шириной 24–26 миллиметров.
- Юстировка (выравнивание). Рельсы выставляют по осям. При этом мастера обязательно делают «домик» — искусственно приподнимают концы рельсов на 1,5–2 миллиметра. Это делается с учетом физики: после заливки массивная головка рельса при остывании стянется сильнее, чем тонкая подошва, и рельс сам опустится в идеальную прямую линию.
- Установка и герметизация форм. Вокруг зазора монтируют огнеупорные полуформы, точно повторяющие профиль конкретного рельса (Р65, Т62 и др.). Щели плотно замазывают специальной термостойкой пастой или песком, чтобы жидкая сталь не вытекла наружу.
- Предварительный подогрев. Это критический этап. Если вылить сталь с температурой 2500 °C на холодный рельс, она замерзнет, не успев расплавить кромки (возникнет дефект «холодный спай»). Поэтому в форму вставляют газовую горелку (пропан-кислород) и ровно 2 минуты греют торцы рельсов до температуры 600–950 °C. Рельсы раскаляются до вишнево-красного свечения.
- Реакция и заливка. Сверху устанавливают тигель с порцией термита, подобранной строго под химический состав рельса. Смесь поджигают. Через 10–15 секунд срабатывает самоплавящаяся пробка, и металл через сифонный канал мягко заполняет форму снизу вверх.
- Снятие грата и шлифовка. Металлу дают остыть несколько минут. Пока он еще пластичный, специальный гидравлический гратосниматель срезает лишний металл с головки. После полного остывания (ниже 300 °C) стык шлифуют до зеркального блеска, обеспечивая идеальную геометрию поверхности катания.
Где термитная сварка не имеет конкурентов
Для сварки новых длинномерных плетей на заводах чаще применяют электроконтактную сварку оплавлением (КСО). Она делает отличный шов методом кузнечной осадки. Но в реальных полевых условиях, на сложной инфраструктуре, КСО бессильна. Контактная машина — это огромный грузовик на комбинированном ходу, требующий огромной электрической мощности. Кроме того, при осадке она укорачивает рельс на 40–60 мм, что требует вварки дополнительных кусков при ремонте.
Термитная сварка лишена этих недостатков. Оборудование весит не более 350 кг, помещается в обычный фургон и не требует электричества. Сварочный зазор просто заполняется металлом, не меняя длину рельсовой плети.
Именно поэтому сифонная термитная сварка — это абсолютный монополист в следующих сферах:
- Трамвайные пути. Работа в условиях плотной городской застройки, где к путям не может подъехать тяжелая техника. Заливка стыков желобчатых рельсов (Т-62, PT-62) прямо в асфальте или брусчатке.
- Метрополитены. Стесненные условия тоннелей. Здесь применяют термитную сварку со специальными дымовыми фильтрами, чтобы не нарушать работу систем вентиляции.
- Крановые пути и порты. Портальные краны создают колоссальную точечную нагрузку на рельсы КР-70, КР-100, КР-120. Болтовые стыки здесь разбиваются за месяцы. Термитный шов образует так называемый «воротник» (утолщение вокруг профиля рельса), который работает как ребро жесткости и выдерживает экстремальное давление колес тяжелой техники.
- Промышленные подъездные пути. Ремонт дефектных участков на заводах, ГОКах и логистических терминалах без остановки основного производственного процесса.
Использование алюминотермитной сварки увеличивает срок службы рельсового полотна в несколько раз и снижает затраты на эксплуатационные расходы (подтягивание болтов, выправку пути) до 30%. Вы один раз свариваете путь и забываете о нем на десятилетия.
Комплексный подход от «Технологии Ремонта Пути»
Качество сифонной термитной сварки на 90% зависит от опыта бригады. Перегрев, недогрев, неправильно выставленный зазор или плохая герметизация формы мгновенно приведут к браку. Это не та работа, которую можно поручить строителям общего профиля.
Компания «Технологии Ремонта Пути» специализируется на алюминотермитной сварке рельсов уже более 20 лет. Мы создаем идеальный бесстыковой путь для трамвайных управлений, метрополитенов, портов и промышленных предприятий.
Почему заказчики выбирают нас:
- Колоссальный опыт. За время работы с 2006 года мы успешно выполнили более 55 000 сварных стыков на объектах по всей России и СНГ (Москва, Санкт-Петербург, Екатеринбург, Хабаровск, Казахстан, Беларусь).
- Профессиональный штат. В компании действуют 12 укомплектованных полевых бригад. Каждая состоит из бригадира и двух аттестованных сварщиков, прошедших строгую профессиональную подготовку по технологии термитной сварки.
- Широкий профиль рельсов. Мы свариваем рельсы Р-65, Р-50, трамвайные Т-62, крановые КР-70, КР-80, КР-120, а также делаем сложные переходные стыки (например, Р-65/Т-62).
- Ночные работы без сбоев графика. Мы понимаем, что транспортная инфраструктура не может простаивать. Наши бригады выходят на объект в технологические ночные «окна», строго соблюдая смету и регламент.
- Гарантия. Мы даем гарантийный срок службы сварного стыка — 3 года или 100 миллионов тонн пропущенного тоннажа.
Свяжитесь с нами и получите консультацию ведущего инженера компании «Технологии Ремонта Пути». Мы рассчитаем точную смету для вашего объекта, подберем технологию сварки и ответим на технические вопросы.