Сварка крановых путей: основные требования, ГОСТ и нормы по СП
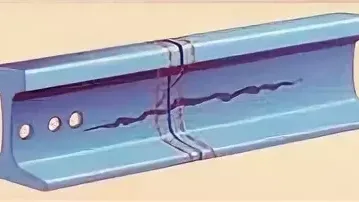
Крановые пути работают в наиболее нагруженной зоне. Колеса кранов передают на рельсы концентрированные усилия, создаются ударные нагрузки при торможении и пусках. Ошибки при сварке стыков кранового пути быстро приведут к отслоениям, трещинам, перекосам и, как следствие, ограничению работ или аварийным остановкам.

Требования к крановым путям задаются не только проектом, но и целым набором документов. В статье разберем, какие нормы важно учитывать при сварке крановых путей и какие требования предъявляются к рельсам, их геометрии и контролю качества.
Что такое крановые пути и чем их сварка отличается
Крановые пути — это рельсовые направляющие для движения мостовых и подвесных кранов (подкрановых путей в цехах), козловых и башенных кранов на строительных площадках и других грузоподъемных машин на рельсовом ходу.
В качестве направляющих используют как специальные крановые рельсы, так и стандартные железнодорожные профили. Тип рельса определяется проектом и действующими нормами.
Особенности сварки крановых путей:
- Повышенные требования к геометрии и допускам;
- Жесткий контроль качества сварных стыков. Дефекты и непровары ведут к разрушению металла;
- Высокие требования промышленной безопасности. Работы ведутся на опасных производственных объектах, поэтому ошибка может привести к авариям и длительным простоям;
- Ограничение по времени для работ. Их проводят быстро и без длительных остановок.
Полный перечень нормативных документов достаточно широк, ознакомимся с основными, наиболее важными для ремонта и сварки стыков крановых путей.
Основные нормативные документы для крановых путей и сварочных работ
ГОСТ 34020-2016 «Краны грузоподъемные. Допуски для колес кранов и крановых путей». Этот стандарт определяет нормы по геометрии и допускам и задает допустимые отклонения от номинальных размеров при проектировании, изготовлении, установке и эксплуатации рельсовых путей и ходовых колес грузоподъемных кранов и их тележек. Регламентирует допустимые неровности, перекосы и смещения пути, чтобы обеспечить безопасную работу кранов и снизить динамические нагрузки на рельсы и колесные пары.
После выполнения и зачистки шва при сварочных работах геометрия рельса в зоне стыка (уровень, прямолинейность, положение нитей) должна соответствовать по допускам ГОСТ 34020-2016, иначе стык считается некачественным, даже если сам шов проварен хорошо.
ГОСТ Р 51685-2022 «Рельсы железнодорожные. Общие технические условия» распространяется на железнодорожные рельсы и устанавливает требования к профилю, химическому составу, механическим свойствам, качеству поверхности и допустимым дефектам. Он используется для оценки качества рельсов, которые могут быть применены в составе крановых путей.
При сварке крановых путей он является базой для оценки качества исходных рельсов и допустимости их применения на стыках.
РД 10-138-97 «Комплексное обследование крановых путей грузоподъемных машин» описывает порядок комплексного обследования крановых путей: проверку документации, поэлементное обследование рельсов, стыков, подкрановых конструкций, оценку геометрии и оформление результатов.
Используется при оценке фактического состояния крановых путей, планировании ремонта и контроле качества выполненных восстановительных и сварочных работ.
Приказ Ростехнадзора от 26.11.2020 № 461 «Об утверждении федеральных норм и правил в области промышленной безопасности «Правила безопасности опасных производственных объектов, на которых используются подъемные сооружения» утверждает федеральные нормы и правила, которые устанавливают требования промышленной безопасности на опасных производственных объектах, на которых используются подъемные сооружения и крановое оборудование. Документ определяет требования к организации работ, персоналу, технологическим процессам, контролю состояния крановых путей и действиям при авариях и инцидентах.
Для сварки крановых путей на опасных производственных объектах этот документ задает рамки промышленной безопасности. От него зависят требования к допуску организации и специалистов, к применяемым технологиям, объему неразрушающего контроля и комплекту исполнительной документации по стыкам.
Роль сводов правил (СП)
Помимо ГОСТов и РД, применяются и своды правил по крановым путям и подъемным сооружениям. Они задают требования к конструктиву кранового пути, основанию, расположению и креплению рельсов. Сварочные работы должны выполняться так, чтобы не нарушать принятые по СП решения по конструкции, жесткости и геометрии пути.
Основные требования к сварке крановых путей:
1. Требования к рельсам и материалам
Перед выполнением сварки стыков крановых путей:
- Проверяют соответствие рельсов профилю и условиям ГОСТ Р 51685-2022;
- Выявляют недопустимые дефекты в зоне предполагаемого шва (трещины, выкрашивания, глубокую коррозию и др.);
- Оценивают сочетание марок стали стыкуемых рельсов и выбирают технологию с учетом этих особенностей.
Для этого применяют дефектоскопию и неразрушающий контроль. Как минимум, ультразвуковой, магнитопорошковый и визуально-измерительный контроль.
2. Подготовка пути и геометрии под сварку
Перед сваркой кранового пути выполняют:
- Проверку геометрии рельсов. Уровень, колея, прямолинейность, смещения по высоте и в плане;
- Приведение геометрии к требованиям проекта и допускам по ГОСТ 34020-2016;
- Очистку зоны будущего шва от загрязнений, старых наплавок и ржавчины;
- Подготовку торцов под выбранную технологию;
- Фиксацию рельсов и зазора в стыке.
Даже небольшое нарушение профиля в районе стыка на пути сразу дает ударную нагрузку на колеса крана и резко ускоряет износ рельса.
3. Выбор технологии сварки
Для соединения рельсов крановых путей применяют:
- Электродуговую сварку (ручную или полуавтоматическую) — чаще при локальном ремонте, наплавке изношенных участков;
- Контактную стыковую сварку — на стационарных постах или при заводском изготовлении элементов;
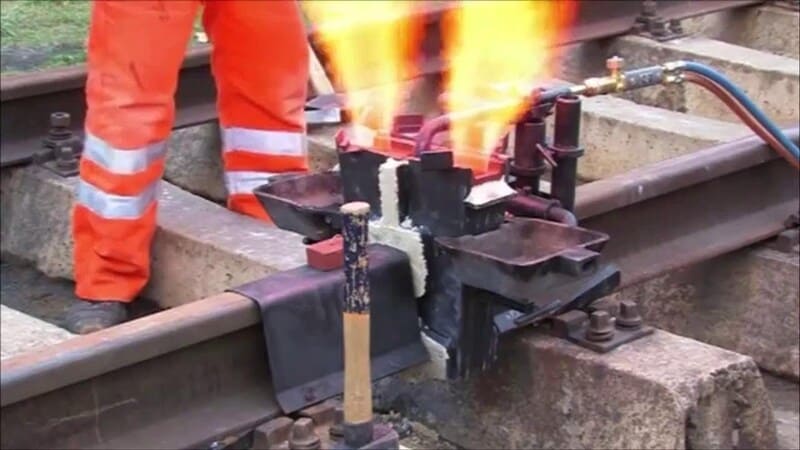
- Алюминотермитную сварку — при строительстве и ремонте рельсовых и крановых путей, когда в приоритете мобильность и ресурс стыка.
Алюминотермитная сварка основана на реакции алюминотермии. В форму, установленную на рельсах, заливают расплавленный металл нужного состава. После остывания и зачистки получается монолитный стык без болтовых накладок и отверстий в рельсе.
Плюсы алюминотермитной сварки крановых путей:
- Нет ослабляющих отверстий и накладок, то есть меньше зон концентрации напряжений;
- Технология мобильна и подходит для работы на действующем пути в ограниченное время;
- Возможно соединение различных типов рельсов, в том числе крановых;
- При соблюдении технологии и контроля качества достигается высокий ресурс стыка.
Контроль качества сварки и обследование крановых путей
После выполнения сварки кранового пути обязательно проводится визуально-измерительный контроль: проверяют форму и ровность шва, отсутствие подрезов, прожогов, видимых трещин и пор, а также плавность сопряжения наплавленного металла с профилем головки рельса. На этом этапе важно убедиться, что стык ровный и не выбивается из общей геометрии пути.
Затем выполняют неразрушающий контроль (НК). В зависимости от объекта и требований используют ультразвуковые методы для поиска внутренних дефектов, магнитный контроль — для выявления поверхностных и подповерхностных трещин, и другие способы в рамках НК. Это позволяет оценить качество металла в шве и зоне термического влияния без вырезки образцов.
Дополнительно к контролю отдельного стыка может проводят комплексное обследование кранового пути согласно РД 10-138-97. Оценивается состояние рельсов и стыков, соответствие геометрии проектным и нормативным требованиям, наличие дефектов, влияющих на безопасную работу подъемных сооружений. На опасных производственных объектах результаты такого контроля и обследований оформляются в соответствии с требованиями ФНП, утвержденных Приказом Ростехнадзора № 461, а выявленные дефекты подлежат устранению в регламентированные сроки.
Сварка крановых путей относится к работам повышенной ответственности: от качества каждого стыка зависит безопасность людей, срок службы кранового оборудования и устойчивость технологического процесса. Соблюдение требований, применение НК и выбор современной технологии сварки минимизируют риски и продлят ресурс пути.
Мы, компания «Технологии Ремонта Пути», выполняем алюминотермитную сварку рельсов, проводим дефектоскопию и неразрушающий контроль сварных соединений, чтобы крановые пути работали безопасно, соответствовали нормативам и служили дольше при меньших эксплуатационных затратах. Свяжитесь с нами, чтобы получить консультацию и расчет работ.