Сварка рельсовых плетей: технология, требования и применение
В этой статье разберем, что такое рельсовая плеть, как работает алюминотермитная сварка, ее этапы и где применяется этот метод.
Что такое рельсовая плеть и зачем нужна сварка
Рельсовая плеть — это непрерывный участок пути, полученный путем сварки нескольких стандартных рельсов. Стандартный рельс имеет длину 12,5 или 25 метров. После сварки плети достигают от 100 до 800 метров и более в зависимости от типа пути.
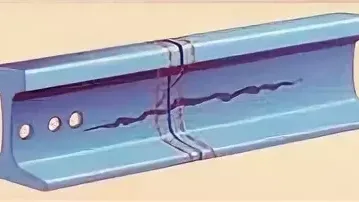
Создание бесстыкового пути — главная цель сварки рельсов. Болтовой стык физически разрывает рельсовую нить, и в этом месте колеса наносят повторяющийся удар по торцам рельсов.
Последствия использования болтовых стыков:
- Ускоренный износ колес и ходовых частей подвижного состава;
- Разбалластировка и просадки пути в зоне стыка;
- Дефекты головки рельса (выкрашивание, смятие торцов);
- Повышенный шум и вибрация, что особенно критично для трамвайных путей в городе;
- Частые плановые ремонты и высокие эксплуатационные расходы.
Сварка рельсов в плети снижает динамические нагрузки в 2-3 раза, увеличивает срок службы пути и подвижного состава, сокращает расходы на обслуживание до 30-40%.
Методы сварки рельсов
Контактная стыковая сварка выполняется на рельсосварочных предприятиях специальными машинами типа ПРСМ. Концы рельсов разогреваются электрическим током до пластического состояния и соединяются под давлением. Метод гарантирует стабильно высокое качество только в стационарных условиях, из-за чего его невозможно использовать для сварки кривых участков и стрелочных переводов.
Электродуговая сварка применяется для ремонтных работ типа наплавки изношенных поверхностей головки рельса, восстановления крестовин и остряков. Для формирования плетей в полевых условиях не используется, так как требует сложной подготовки и не имеет производительности.
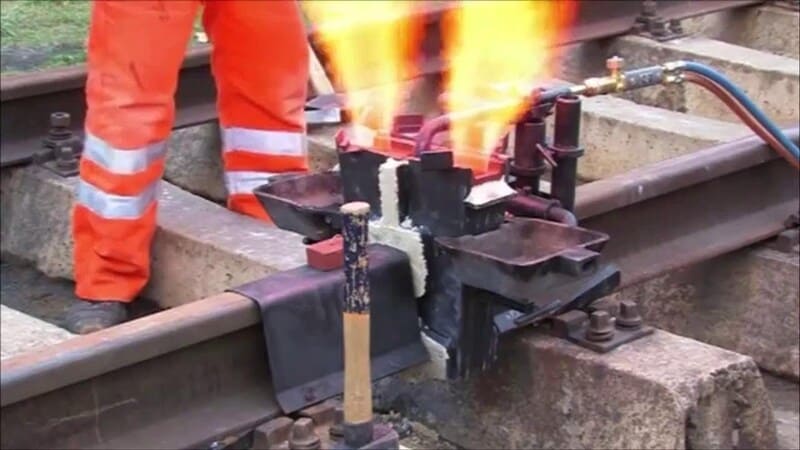
Алюминотермитная сварка (АЛТС) основана на экзотермической химической реакции: расплавленный металл заполняет зазор между торцами рельсов и образует монолитное соединение. Не требует подвода электроэнергии и тяжелой техники — бригада из 2-3 человек работает в любых условиях, в том числе на стрелочных переводах и в кривых. Именно поэтому АЛТС является основным методом для трамвайных, подъездных и промышленных путей, а также для ремонтных работ на магистральных линиях.
Сравнение методов соединения рельсов
| Характеристика | Болтовые стыки | Контактная сварка | Алюминотермитная сварка |
|---|---|---|---|
| Непрерывность пути | Нет | Да | Да |
| Мобильность | Высокая | Низкая | Высокая |
| Работают на стрелочных переводах | Да | Нет | Да |
| Источник электроэнергии | Не нужен | Нужен | Не нужен |
| Срок службы стыка | 3-5 лет | до 30 лет | от 25 лет или 100 млн т |
| Динамические нагрузки | Высокие | Минимальные | Минимальные |
| Эксплуатационные расходы | Высокие | Низкие | Снижаются до 30% |
Технология сварки рельсовых плетей
Компания «Технологии Ремонта Пути» выполняет сварку рельсовых плетей алюминотермитным методом. Ниже подробно написали о том, как устроен этот процесс.
Суть процесса
Термит — это смесь порошка алюминия и оксида железа. При воспламенении между ними происходит химическая реакция, в результате которой выделяется огромное количество тепла (выше 2000 °C). Алюминий восстанавливает железо из оксида, и на выходе получается два продукта: расплавленный металл и шлак. Металл заполняет зазор между торцами рельсов и становится сварочным материалом. Шлак всплывает в верхнюю часть формы и после кристаллизации отделяется. Вся реакция занимает 25-30 секунд.
Термитные комплекты выпускаются под конкретные типы рельсов: Р-65, Р-50, Т-62, КР-70, КР-80, КР-100, КР-120, а также для переходных стыков между разными типами. Применять комплект не для того рельса, для которого он предназначен, недопустимо.
Этапы алюминотермитной сварки рельсов
| № | Этап | Описание |
|---|---|---|
| 1 | Подготовка стыка | Очистка торцов рельсов от ржавчины и загрязнений. Выравнивание, установка зазора 25 ± 1 мм. Контроль прямолинейности метровой линейкой |
| 2 | Предварительный нагрев | Равномерный прогрев концов рельсов горелкой до 200-350 °C. Предотвращает температурный перепад, обеспечивает глубокое сплавление и снижает риск трещин |
| 3 | Установка литейной формы | Монтаж двухполуформной огнеупорной формы по профилю рельса (Р-65, Т-62 и др.), герметизация стыка. Установка тигля с термитным комплектом |
| 4 | Термитная реакция | Воспламенение термита. Экзотермическая реакция (~25-30 с) при температуре выше 2000 °C. Расплавленный металл заполняет зазор и оплавляет торцы рельсов. Шлак всплывает и отделяется |
| 5 | Кристаллизация и обработка | Выдержка до кристаллизации (5-7 мин). Снятие форм, удаление прибылей, горячая зачистка. Шлифовка поверхности катания заподлицо с профилем рельса |
| 6 | Контроль качества | Ультразвуковая дефектоскопия (УЗД) каждого стыка. Проверка геометрии профиля, зоны термического влияния (до 30 мм). Оформление паспорта стыка |
Где применяется сварка рельсовых плетей:
- Трамвайные пути. Работы выполняются в ночные технологические окна без перекрытия движения. АЛТС позволяет сваривать рельсы типов Т-62 и Р-65, в том числе переходные стыки между ними;
- Подъездные пути предприятий. Промышленные предприятия, порты и складские терминалы эксплуатируют пути с осевой нагрузкой до 25 т на ось. АЛТС применяется для сварки крановых рельсов КР-70, КР-80, КР-100 и КР-120;
- Магистральные железные дороги. АЛТС используется там, где контактная сварка невозможна: при вводе рельсовых вставок, восстановлении лопнувших стыков и сварке стрелочных переводов;
- Метрополитен. Один из допустимых методов для тоннельных условий. Применяется в метрополитенах Москвы, Санкт-Петербурга и других городов;
- Крановые пути. Мостовые и козловые краны создают на стыке ударные нагрузки, которые быстро разрушают болтовые соединения. АЛТС увеличивает межремонтный интервал в 3-4 раза.
Сварка рельсовых плетей помогает забыть о постоянных ремонтах и дает долгосрочную надежность пути. Алюминотермитный метод выручает там, где другие технологии бессильны: на стрелочных переводах, в плотной городской застройке и на промышленных ветках с экстремальными нагрузками.
Если работа выполнена качественно, вы получаете монолитный стык, который по прочности не уступает самому рельсу. Это избавляет от динамических ударов и необходимости регулярного обслуживания. При выборе подрядчика рекомендуем проверять аттестацию мастеров, качество материалов и наличие протоколов контроля на каждый стык.
Закажите алюминотермитную сварку в ООО «Технологии Ремонта Пути»
Мы занимаемся сваркой рельсов с 2006 года. За это время наши специалисты выполнили более 55 000 стыков на трамвайных и подъездных путях по всей России — от Москвы и Екатеринбурга до Хабаровска и стран СНГ.
Наш опыт позволяет работать с любыми типами рельсов: от стандартных Р-65 и Р-50 до трамвайных Т-62, крановых профилей КР-70—КР-120 и сложных переходных стыков. Мы уверены в надежности своих соединений, поэтому даем гарантию на 3 года или 100 миллионов тонн пропущенного груза.
Мы ценим ваше время и подготовим расчет стоимости проекта за один рабочий день. Чтобы обсудить объект или получить консультацию, свяжитесь с нами по телефону или оставьте заявку на сайте.