Сварка железнодорожных рельсов: технологии и методы
Ниже разберем основные методы сварки рельсов, их особенности и критерии выбор.
Методы сварки рельсов по принципу соединения:
- Термомеханический метод (сварка давлением) происходит так: торцы рельсов нагревают до пластичного состояния и с силой прижимаются друг к другу. Это надежный, но ресурсозатратный способ, требующий подвода тяжелой техники к месту работ;
- Литейный метод (сварка плавлением) образует стык путем заливки расплавленного металла в зазор между торцами. АЛТС позволяет создать монолитное соединение с идеальной геометрией без деформации плетей давлением;
- Специализированные и комбинированные решения применяются реже и обычно под конкретные условия или требования (например, при стыковке рельсов разных типов, ремонте крестовин стрелочных переводов или работе в условиях сверхнизких температур).
При выборе метода сварки необходимо учитывать условия эксплуатации, локацию объекта и доступность инфраструктуры. Разберем четыре основных подхода в таблице ниже.
Ключевые технологии сварки рельсов
| Метод сварки | Технологическая суть и применение | Преимущества | Ограничения и риски |
|---|---|---|---|
| Электроконтактная | Оплавление торцов с последующей осадкой. Применяется на заводах РСП для сварки рельсовых плетей и при работах на пути мобильными рельсосварочными машинами | Стабильно высокое качество и отличная повторяемость результата при соблюдении режимов | Необходимость в мощном энергоснабжении и тяжелой технике; риск появления хрупких участков в зоне шва |
| Алюминотермитная | Заливка термитного расплава в подготовленный зазор. Идеальна для полевых условий, города и промзон | Максимальная мобильность. Возможность оперативного ремонта и монтажа на месте проведения работ | Требует экспертной подготовки поверхностей и контроля режима прогрева для исключения литейных дефектов |
| Газопрессовая | Термическое воздействие в сочетании с давлением. Применяется в узкоспециализированных проектах | Высокий потенциал прочности сварного соединения | Сложность логистики оборудования и высокая себестоимость каждого стыка |
| Узкощелевая дуговая и др. | Локальное заполнение шва электродом. Применяется для точечного ремонта и спецзадач | Распространенность оборудования; эффективна для специфических точечных манипуляций | Прямая зависимость качества от человеческого фактора; не рекомендуется как базовый метод для магистральных путей |
Два ключевых метода в современной практике:
- Электроконтактная сварка оптимальна для потоковых работ при наличии доступа для тяжелой рельсосварочной техники.
- Алюминотермитная сварка незаменима для мобильного ремонта на объекте, работы в стесненных условиях и короткие «окна».
Выбор технологии определяется логистикой объекта и требуемым темпом работ. Ниже разберем нюансы методов.
Электроконтактная сварка. Когда ее выбирают и что важно знать
Этот метод является приоритетным при строительстве новых магистралей и работе на прямых участках с высокой интенсивностью движения.
Сфера применения. Оправдана при больших объемах работ, наличии подъездных путей для тяжелой техники и возможности организовать стабильный производственный цикл. На рельсосварочных предприятиях этот метод чаще всего используют именно для сварки рельсовых плетей.
Технологический контроль. Критическим фактором качества здесь выступает строгое соблюдение цикла (нагрев — оплавление — охлаждение).
Риски. Любое отклонение от заданных параметров (нарушение режима охлаждения или перегрев) ведет к структурным изменениям металла. Это создает зоны повышенной хрупкости или аномальной мягкости, что существенно сокращает жизненный цикл стыка.
Вывод для заказчика. Метод гарантирует отличный результат, но требует сложной логистики, мощного энергоснабжения и мониторинга рабочих режимов.
Алюминотермитная сварка. Что это и почему ее выбирают для работ на объекте
Технология АЛТС — это стандарт, позволяющий получить монолитное соединение там, где бессильна тяжелая техника.
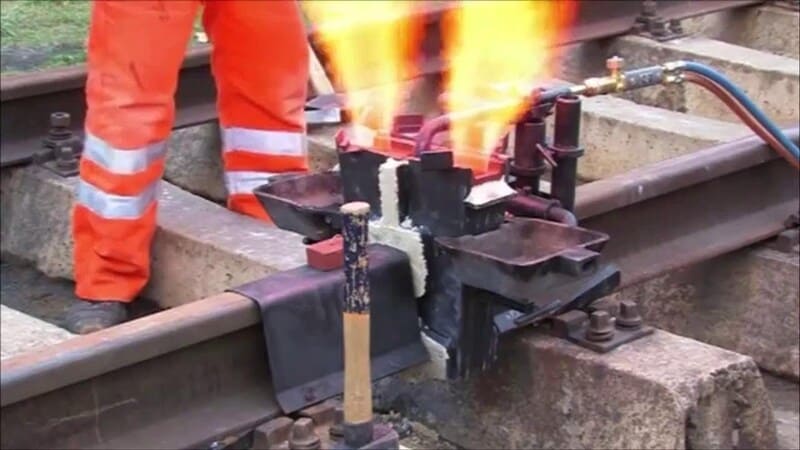
Суть процесса. В зазор между рельсами через огнеупорную форму подается расплав, полученный в ходе экзотермической реакции термитной смеси (алюминий + оксиды железа). Энергия реакции разогревает металл до 2300-2700 °C, обеспечивая идеальное сплавление с основным металлом рельса.
Почему метод АЛТС удобен в эксплуатации и ремонте:
- Можно работать непосредственно на месте, без тяжелой рельсосварочной техники;
- Подходит для городских условий, тупиков, депо;
- Позволяет закрывать задачи в короткие технологические «окна», минимизируя простои.
Технологический регламент АЛТС
- Подготовка контактных поверхностей. Тщательная очистка торцов от ржавчины, масел, окалины и старых покрытий. Формирование ровной поверхности для качественной адгезии;
- Выверка геометрии. Ювелирное выставление рельсов в единой плоскости по вертикальной и горизонтальной осям. Точность на этом этапе исключает биение колес в будущем;
- Формирование сварочного зазора. Согласно ГОСТ, для стандартных условий устанавливается зазор около 25 мм. При проведении ремонтных работ допускаются корректировки согласно проектным допускам;
- Компенсация температурной усадки. Важнейший нюанс: перед заливкой специалисты задают расчетный обратный изгиб концов рельса. Это необходимо, чтобы после остывания и сжатия металла стык принял идеально ровную форму;
- Предварительный термический разогрев. Зона сварки прогревается до регламентированных температур. Это исключает возникновение внутренних напряжений и гарантирует глубокое сплавление термитной смеси с основным металлом;
- Заливка расплава. В зазор подается жидкая сталь, полученная в результате экзотермической реакции. Расплав заполняет форму, образуя монолитное соединение;
- Механическая обработка. После кристаллизации металла производится удаление литников и прецизионная шлифовка поверхности катания и боковых граней головки рельса;
- Комплексный контроль качества. Финальный этап включает визуально-измерительный контроль (ВИК) и, при необходимости, неразрушающие методы дефектоскопии для подтверждения надежности узла.
Процесс алюминотермитной сварки — это последовательность строго выверенных действий. Мы ООО «ТРП» выполняем работы в полном соответствии с профильными стандартами (ГОСТ Р 57181-2016 и ГОСТ Р 57179-2016), что гарантирует долговечность пути.
Качество и ресурс шва. Основные проблемы и как их предотвращают
При электроконтактной сварке фокус направлен на соблюдение теплового цикла. Малейшие отклонения в режимах нагрева и охлаждения создают зоны хрупкости или разупрочнения металла.
В технологии АЛТС критична подготовка: чистота поверхностей, точность зазора, качество прогрева и корректность установки форм. Ошибки на этих этапах ведут к литейным дефектам — порам и включениям.
Общий приоритет отрасли — соблюдение технологии и мониторинг термических процессов для минимизации рисков.
Выбор между технологиями зависит от логистических условий объекта и масштаба стоящих задач. В таблице ниже приведено подробное сравнение.
Сравнение электроконтактной и алюминотермитной сварки
| Критерий выбора | Электроконтактная сварка (ПРСМ) | Алюминотермитная сварка (АЛТС) |
|---|---|---|
| Мобильность | Ограниченная. Требует доставки тяжелой путевой техники или наличия РСП | Высокая. Позволяет проводить работы на удаленных участках, в тупиках и на объектах без подъездных путей |
| Затраты на развертывание | Высокие. Включают расходы на эксплуатацию спецтехники и энергоснабжение | Минимальные. Оборудование компактно и не требует дорогостоящей подготовки площадки |
| Гарантия качества | Безупречный стык при условии строгого контроля автоматизированных режимов | Соответствие стандартам ГОСТ при соблюдении регламента прогрева и подготовки |
| Сложные условия (город, депо) | Применение часто затруднено из-за габаритов техники и необходимости перекрытия путей | Идеальное решение для работы в плотной городской застройке, промзонах и коротких «окнах» |
Для капитального строительства новых магистралей и реализации масштабных проектов с большим потоком работ экономически оправдана электроконтактная сварка.
Для реконструкции, оперативного ремонта, работы на стрелочных переводах, крановых путях или в условиях ограниченного пространства лучшим выбором станет алюминотермитная технология.
Как принимать сварку рельсов. Чек-лист заказчика:
- Проверка геометрии (нет ступеньки и наплывов, профиль головки восстановлен, поверхность катания ровная);
- Наличие документации по работам (полный пакет: технический паспорт стыка и данные об исполнителях и материалах);
- Проведение неразрушающего контроля (ультразвуковой контроль и другие методы).
Качественная сварка рельсов зависит от правильной технологии, соблюдения ГОСТ и контроля качества. Выбирая ООО «Технологии Ремонта Пути», вы получаете гарантию безопасности и долговечности.
Для заказа сварки рельсов и диагностики железнодорожного пути, свяжитесь с нами. Рассчитаем стоимость и сроки под ваш объект.