Термитная сварка рельсов: состав смеси, технология, применение
Устранить этот недостаток без привлечения тяжелой техники позволяет термитная сварка рельсов — метод, при котором металл соединяется не электрической дугой, а за счет тепла химической реакции. Технология используется более 100 лет и по сей день остается главным способом бесстыковой укладки рельсов на трамвайных, промышленных и подъездных путях.
В этой статье разберем, что входит в состав термитной смеси, как протекает процесс сварки и в каких условиях она применяется.
Что такое термитная сварка рельсов
Термитная сварка — метод неразъемного соединения металлических изделий, основанный на экзотермической реакции: оксид железа восстанавливается металлическим алюминием, выделяя огромное количество тепла. Температура в зоне реакции достигает 2400-2700 °C. Расплавленный металл заполняет зазор между торцами рельсов и после остывания образует монолитное соединение, по прочности и структуре сопоставимое с основным рельсом.
В отличие от электроконтактной сварки, термитная технология не требует громоздкого оборудования и мощных источников электроэнергии. Все необходимое умещается в компактном комплекте оборудования, который бригада привозит на объект.
Разница между термитной и алюминотермитной сваркой
Термитная сварка — общее название для группы методов, в которых для разогрева металла используется термит (горючая смесь металла и оксида). Алюминотермитная сварка (АЛТС) — конкретная разновидность, восстановителем в которой служит именно алюминий.
Специалисты компании «Технологии Ремонта Пути» используют метод АЛТС, гарантирующий максимальную прочность и долговечность каждого рельсового соединения
Состав термитной смеси для сварки рельсов
Качество сварного стыка напрямую зависит от рецептуры смеси, состав которой строго регламентирован. Отклонение от пропорций ведет к пористости, непровару или хрупкости шва.
Основные компоненты и их доля:
- Железная окалина (оксиды железа Fe₂O₃ или Fe₃O₄) — 60-80%. Основной компонент. Из него восстанавливается жидкое железо, заполняющее стык. Перед применением окалина прокаливается при 150-1000 °C для стабильности реакции. Содержание железа — не ниже 95%;
- Алюминий (порошок или гранулы) — 15-23%. Восстановитель. Вступает в реакцию с оксидом железа, благодаря чему выделяется тепло. Чистота — не ниже марки А7 (ГОСТ 11069). Размер частиц 40-80 мкм обеспечивает равномерное горение;
- Легирующие добавки (ферромарганец, феррохром, кремний) — 5-10%. Корректируют химический состав наплавленного металла, приближая его характеристики к марке стали конкретного рельса (Р65, Р50, КР-80 и другие);
- Стальной наполнитель — 5-10%. Регулирует температуру реакции и увеличивает объем годного металла, выходящего из тигля;
- Флюсы и шлакообразователи — 2-5%. Снижают вязкость шлака, облегчая его отделение от металла;
- Инициатор воспламенения. Отдельный слой или патрон, поджигаемый термитной спичкой при температуре около 1000 °C.
Все компоненты измельчают до фракции 0,1-5 мм и тщательно перемешивают. Готовая смесь упаковывается в вакуумные пакеты для сохранения структуры и защиты от влаги при хранении.
Готовые литейные комплекты
В профессиональной практике термитная смесь поставляется в виде литейного комплекта: заранее дозированный тигель с термитом, разовая огнеупорная форма, вкладыши под нужный зазор и тип рельса. Это исключает ошибки при дозировке компонентов на объекте.
ООО «Технологии Ремонта Пути» работает с литейными комплектами партнерского производства. Их рецептура адаптирована под российские марки рельсов и защищена патентами № 2685453, № 2685454, № 2701528
Как протекает реакция термита
В основе алюминотермитной сварки лежит реакция восстановления оксида железа металлическим алюминием:
Fe₂O₃ + 2Al → Al₂O₃ + 2Fe + Q
Реакция запускается при температуре около 1200 °C и далее поддерживается самостоятельно. За 20-30 секунд температура достигает 2400-2700 °C.
В результате образуются два продукта: жидкое железо и шлак (оксид алюминия Al₂O₃). Поскольку плотность расплавленного железа значительно выше, оно опускается вниз и заполняет стык, а шлак всплывает и после остывания механически удаляется.
Пошаговое описание технологии термитной сварки рельсов
- Шаг 1. Подготовка торцов рельсов. Торцы зачищают угловой шлифмашиной до металлического блеска — ширина зоны не менее 30 мм с каждой стороны. Удаляют загрязнения, следы ржавчины и влаги. При необходимости торец выравнивают газовой резкой. Зазор между рельсами выставляется с точностью до мм: стандарт — 24-26 мм для Р65, 22-24 мм для Т62.
- Шаг 2. Установка и уплотнение формы. Разборная огнеупорная форма устанавливается строго симметрично оси стыка и фиксируется струбцинами. Зазоры между формой и подошвой рельса заполняются уплотнительной пастой или формовочным песком, чтобы предотвратить вытекание расплава. Горизонталь и профиль выверяют уровнем и шаблоном.
- Шаг 3. Предварительный подогрев. Торцы рельсов прогревают газокислородной горелкой до 900–1000 °C в течение 5-10 минут. Подогрев удаляет остаточную влагу из металла, что исключает образование пор в шве, и замедляет остывание расплава, чтобы получить однородную мелкозернистую структуру стыка.
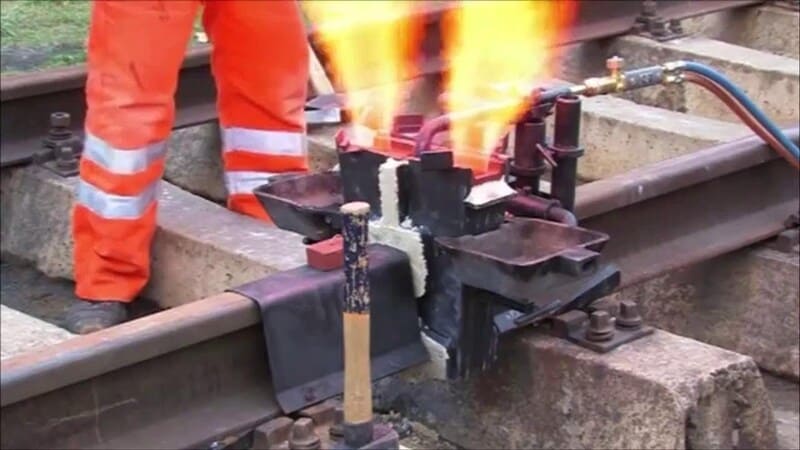
- Шаг 4. Термитная реакция и заливка. Тигель с термитной смесью устанавливается над формой. Смесь поджигается термитной спичкой. Через 20-30 секунд реакция завершается: расплавленный металл (около 2500 °C) сливается в форму через донный клапан тигля. Шлак удерживается в верхней части тигля перегородкой.
- Шаг 5. Выдержка и разборка формы. Форма выдерживается 3-5 минут до первичной кристаллизации металла. Затем ее разбирают, вскрывают прибыльную надставку, а излишки металла (облой) срезают гидравлическим гратоснимателем прямо на пути.
- Шаг 6. Шлифование. Поверхность катания рельса последовательно обрабатывается: угловой шлифмашиной удаляют грубый наплыв, затем профильным камнем восстанавливают геометрию головки. Контролируют горизонталь (допуск ±0,5 мм), соосность (допуск ±1 мм) и твердость зоны стыка (НВ 300-360 для Р65).
- Шаг 7. Контроль качества. Выполняют визуально-измерительный контроль. При необходимости — ультразвуковой контроль (УЗК) сварного шва. Готовый стык должен соответствовать требованиям ТУ или действующего аналогичного стандарта. Каждый стык документируется путем фотофиксации, записью в журнале сварки, выдачи паспорта с указанием бригады, даты и применяемого комплекта.
Сварку выполняет бригада из 2-3 человек. Комплект оборудования весит до 400 кг и полностью помещается в грузовой автомобиль. Термитный цикл на одном стыке занимает 30-40 минут, полный объем работ с подготовкой и финишной обработкой — 60-90 минут.
Области применения термитной сварки рельсов:
- Трамвайные пути — основная область применения в России. Узкие улицы, плотная застройка, совмещение с автомобильным движением исключают работу тяжелой путевой техники;
- Промышленные и подъездные пути — металлургические комбинаты, горнодобывающие предприятия, порты. Термитная сварка позволяет ликвидировать стыки и разрывы, не останавливая производственный процесс на длительное время;
- Крановые рельсы (КР-70, КР-80, КР-100, КР-120) — ремонт в действующих цехах, на эстакадах и портовых кранах, где работы нужно вести точечно;
- Метрополитен и тоннели, магистральные линии — закрытые пространства и труднодоступные участки, куда рельсосварочная машина не попадает физически.
Обычно термитная сварка востребована там, где рельсосварочный поезд или стационарный станок использовать невозможно или нецелесообразно. При соблюдении технологии стыки служат десятилетиями.
Термитная сварка рельсов — проверенная технология получения монолитного рельсового стыка без громоздкого оборудования. Правильно подобранный состав смеси, строгое соблюдение технологии и контроль качества обеспечивают долговечность каждого стыка.
Если вы планируете ремонт или строительство путей, «Технологии Ремонта Пути» готовы выехать на объект, провести оценку и выполнить работы под ключ с гарантией. Оставьте заявку на консультацию здесь.